Quy trình sản xuất: Đúc Kim Loại (Casting) & Ứng Dụng Kiểm Tra CT Công Nghiệp
Tìm hiểu 4 phương pháp đúc phổ biến (HPDC, LPDC, Investment Casting, Sand Casting) và cách kiểm tra chất lượng bằng CT công nghiệp (Industrial CT) giúp phát hiện rỗ khí, nứt, sai lệch kích thước – tối ưu quy trình sản xuất và giảm phế phẩm.
X-RAY & CT-SCAN
9/27/202518 phút đọc
Đúc Áp Lực Thấp (Low-Pressure Die Casting – LPDC)
Nếu như HPDC đại diện cho tốc độ và sản lượng, thì LPDC lại là biểu tượng của độ bền cơ tính và sự ổn định vật liệu. Công nghệ này được phát triển nhằm giải quyết nhược điểm rỗ khí trong sản phẩm đúc áp lực cao, đồng thời tối ưu hiệu suất sử dụng vật liệu và kiểm soát chất lượng trong các chi tiết yêu cầu độ bền cao.
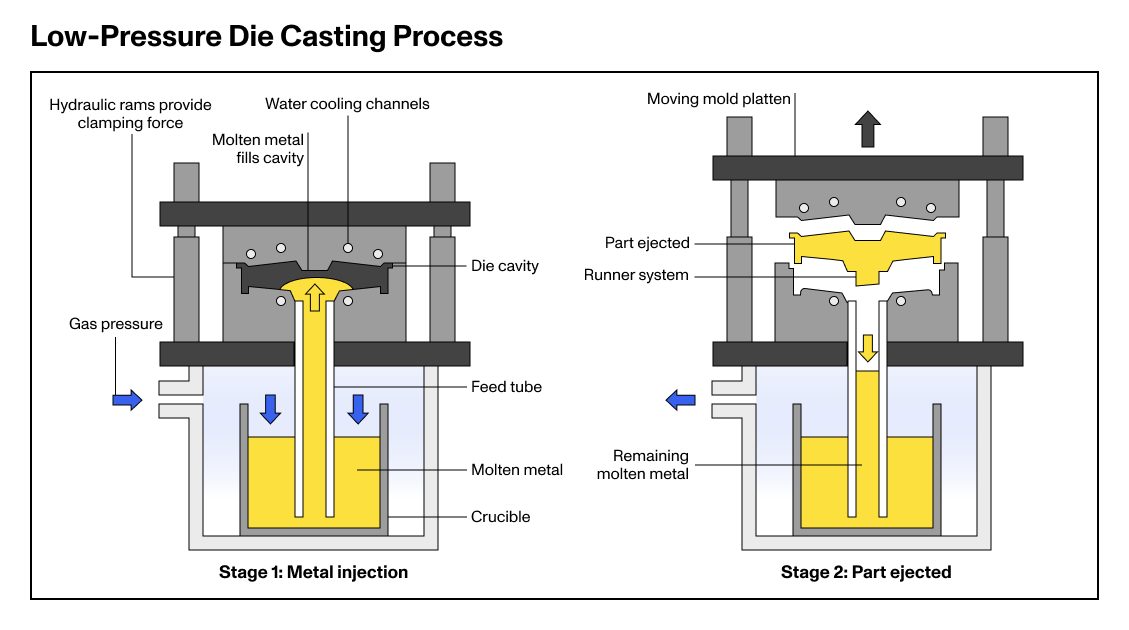
Quy trình kỹ thuật LPDC
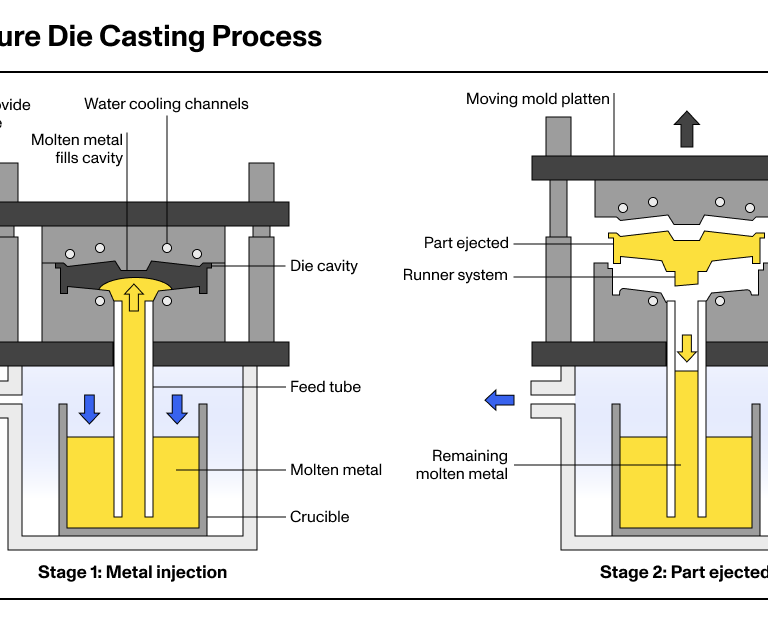
Toàn bộ quá trình hoạt động dựa trên nguyên lý dùng áp suất thấp để điền đầy khuôn một cách êm và kiểm soát. Khuôn được đặt ngay phía trên lò chứa kim loại nóng chảy. Khi bắt đầu quá trình nạp khuôn, khí nén với áp suất rất thấp – thường chỉ từ 2 đến 15 psi – được đưa vào khoang lò. Áp suất nhẹ này đẩy kim loại lỏng từ phía dưới đi lên qua ống dẫn và điền vào lòng khuôn. Đáng chú ý, dòng kim loại di chuyển từ dưới lên giúp giảm tối đa bọt khí và sự xáo trộn bề mặt so với các phương pháp phun tốc độ cao.
Khi khuôn đã được điền đầy, áp suất tiếp tục được duy trì trong suốt quá trình đông đặc. Điều này cho phép kim loại nóng chảy tiếp tục bù đắp vào vùng bị co ngót trong thời điểm vật liệu chuyển pha, tạo ra cấu trúc kim loại đồng nhất và ít khuyết tật. Khi sản phẩm đông đặc hoàn toàn, áp suất được giải phóng và phần kim loại dư trong ống dẫn tự chảy ngược trở lại lò, giúp tiết kiệm và tối ưu sử dụng vật liệu.
Ưu điểm vượt trội và ứng dụng thực tế
Chính nhờ quá trình nạp khuôn ổn định và đông đặc định hướng, LPDC mang lại độ bền cơ tính cao hơn đáng kể so với HPDC. Sản phẩm gần như không có rỗ khí, phù hợp với các chi tiết chịu tải trọng lớn và yêu cầu độ kín tuyệt đối. Đồng thời, hệ thống đúc không cần runner phức tạp và tỉ lệ thu hồi vật liệu gần như tối đa, mang lại lợi ích kinh tế trong dài hạn.
Công nghệ LPDC được sử dụng nhiều nhất trong ngành ô tô, nơi yêu cầu các chi tiết vừa nhẹ nhưng vừa bền. Ứng dụng điển hình gồm vành xe hợp kim nhôm, bộ phận treo và các cấu kiện chịu lực của hệ thống truyền động. Những chi tiết này đòi hỏi độ bền mỏi cao và cấu trúc kim loại đồng nhất – điều mà LPDC đáp ứng rất tốt.
Giới thiệu về Quy Trình Đúc Kim Loại
Đúc (Casting) là một trong những kỹ thuật sản xuất lâu đời và có ảnh hưởng sâu rộng nhất trong lịch sử công nghiệp. Từ những vũ khí đồng thau cổ đại cho đến các chi tiết trong động cơ máy bay phản lực siêu thanh, bản chất của quá trình vẫn không thay đổi: làm nóng chảy vật liệu và đưa nó vào khuôn để tạo ra các hình dạng mà những phương pháp gia công cắt gọt hay tạo hình truyền thống không thể thực hiện được. Nhờ khả năng tái tạo hình học phức tạp, đúc giữ vai trò xương sống trong chế tạo linh kiện kim loại cho điện tử, ô tô, hàng không, cơ khí chính xác và năng lượng.
Trong bối cảnh sản xuất hiện đại, 4 phương pháp đúc nổi bật nhất bao gồm High-Pressure Die Casting (HPDC), Low-Pressure Die Casting (LPDC), Investment Casting (Đúc mẫu chảy) và Sand Casting (Đúc khuôn cát). Mỗi phương pháp có ưu điểm, hạn chế và ứng dụng đặc thù, từ linh kiện tản nhiệt xe điện đến cánh turbine khí hay block động cơ. Việc lựa chọn đúng công nghệ đúc là yếu tố quyết định để đạt độ bền cơ học, độ tinh khiết vật liệu, bề mặt hoàn thiện và tối ưu chi phí sản xuất.
Công nghệ CT công nghiệp cho phép tái tạo mô hình 3D hoàn chỉnh của vật đúc và phân tích cấu trúc bên trong mà không cần cắt mẫu phá hủy. Nhờ đó, kỹ sư có thể quan sát chính xác vị trí, kích thước và thể tích khuyết tật; đánh giá độ dày tường, sai lệch hình học và mức độ điền đầy khuôn; thậm chí đối chiếu với mô hình CAD gốc để phát hiện lỗi hình dạng chỉ với sai số micromet. Khi được ứng dụng đúng cách, CT Scanning giúp doanh nghiệp giảm tỷ lệ phế phẩm, rút ngắn chu kỳ R&D, phát hiện vấn đề sớm trên dây chuyền, và nâng cao tuổi thọ sản phẩm cuối.
Đúc Áp Lực Cao (High-Pressure Die Casting – HPDC)
HPDC được xem là phương pháp đúc mang lại tốc độ cao nhất trong sản xuất công nghiệp hiện đại. Đây là công nghệ cốt lõi khi cần tạo ra các chi tiết kim loại màu (nhôm, kẽm, magiê) với độ chính xác kích thước cao, thành mỏng và bề mặt hoàn thiện đẹp mà không phải gia công nhiều sau đó. Nhờ năng suất rất lớn và chất lượng ổn định, HPDC trở thành lựa chọn chủ lực của các ngành ô tô, điện tử, hàng gia dụng và thiết bị công nghiệp.
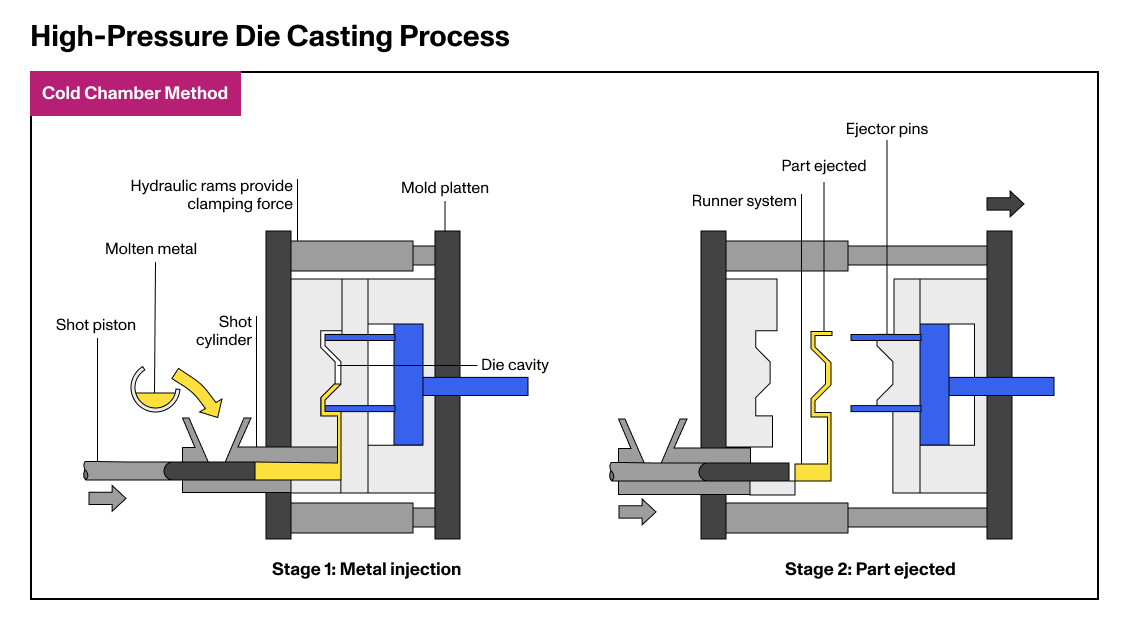
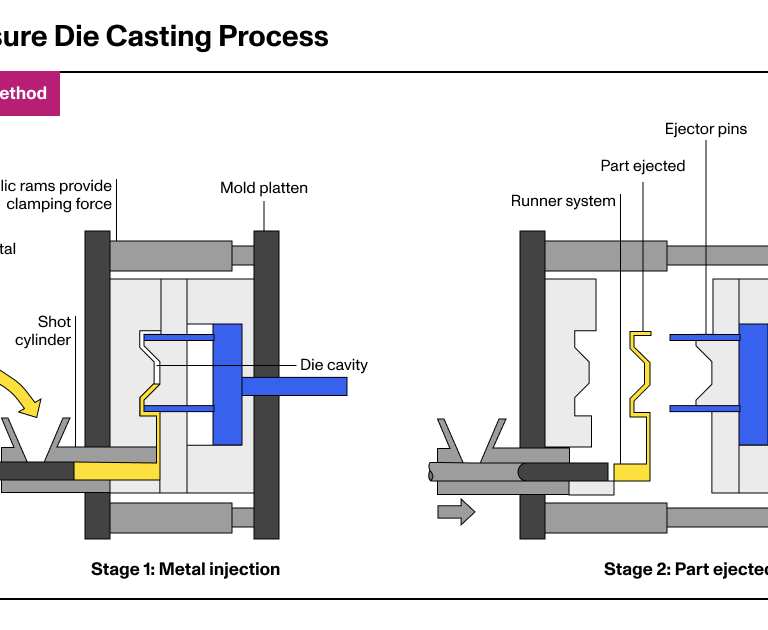
Quy trình kỹ thuật HPDC
Trong sản xuất nhôm, HPDC thường được vận hành theo nguyên lý Buồng Lạnh (Cold Chamber). Chu trình diễn ra liên tục và có tính tự động hóa cao.
Trước tiên, kim loại nóng chảy được rót vào buồng chứa. Một piston thủy lực tạo lực đẩy cực lớn để phun kim loại này vào lòng khuôn thép chỉ trong vài phần của một giây. Áp suất có thể dao động từ 1.500 đến 25.000 psi, đảm bảo kim loại không kịp nguội trước khi điền đầy toàn bộ hình học khuôn, kể cả những vùng mỏng hoặc phức tạp.
Sau khi dòng kim loại lấp đầy khuôn, áp suất được duy trì trong suốt quá trình đông đặc. Đây là yếu tố then chốt giúp giảm co ngót thể tích và cho phép lớp bề mặt đông đặc nhanh, hình thành cấu trúc hạt mịn và độ cứng cao. Khi chi tiết đã đông đặc hoàn toàn, khuôn mở ra và hệ thống chốt đẩy đưa sản phẩm ra ngoài mà không làm biến dạng chi tiết. Tiếp theo, phần bavia và hệ thống dẫn kim loại (runner, overflow) được cắt bỏ để hoàn thiện.
Ưu điểm, nhược điểm và ứng dụng
HPDC nổi bật với chu kỳ sản xuất cực nhanh – đôi khi tính bằng giây – nên phù hợp với sản lượng lớn. Chi tiết tạo ra có thành mỏng, dung sai nhỏ và bề mặt láng mịn, do đó giảm đáng kể khối lượng gia công sau đúc. Đây là lợi thế kinh tế quan trọng đối với các doanh nghiệp cần tối ưu chi phí và thời gian đưa sản phẩm ra thị trường.
Tuy nhiên, hạn chế về bản chất của HPDC nằm ở hiện tượng rỗ khí (porosity). Do dòng kim loại đi vào khuôn với tốc độ cao, không khí dễ bị cuốn vào, hình thành các khoảng rỗ nhỏ bên trong vật đúc. Điều này có thể ảnh hưởng đến độ kín, khả năng chịu áp hoặc các bước xử lý nhiệt tiếp theo. Chi phí chế tạo khuôn cũng rất cao, vì vậy công nghệ này chỉ phù hợp khi sản lượng đủ lớn để hoàn vốn.
HPDC được ứng dụng rộng rãi trong các chi tiết đòi hỏi trọng lượng nhẹ, độ bền cao và hình học phức tạp như vỏ hộp số, block động cơ, linh kiện hệ thống truyền lực, vỏ thiết bị điện tử, bộ phận tản nhiệt xe điện, vỏ điện thoại và các chi tiết cơ khí chính xác.


Đúc Mẫu Chảy (Investment Casting / Lost-Wax)
Đúc mẫu chảy được xem là công nghệ đúc tinh xảo trong ngành đúc. Khác với các phương pháp dùng khuôn kim loại, Investment Casting cho phép tạo ra những chi tiết có hình học phức tạp đến mức khuôn kim loại không thể tháo tách. Vì vậy, nó đặc biệt phù hợp với các sản phẩm đòi hỏi độ sắc nét, dung sai kích thước cực nhỏ và mức độ tái tạo bề mặt gần như hoàn hảo.
Quy trình kỹ thuật: từ mẫu sáp đến sản phẩm hoàn thiện
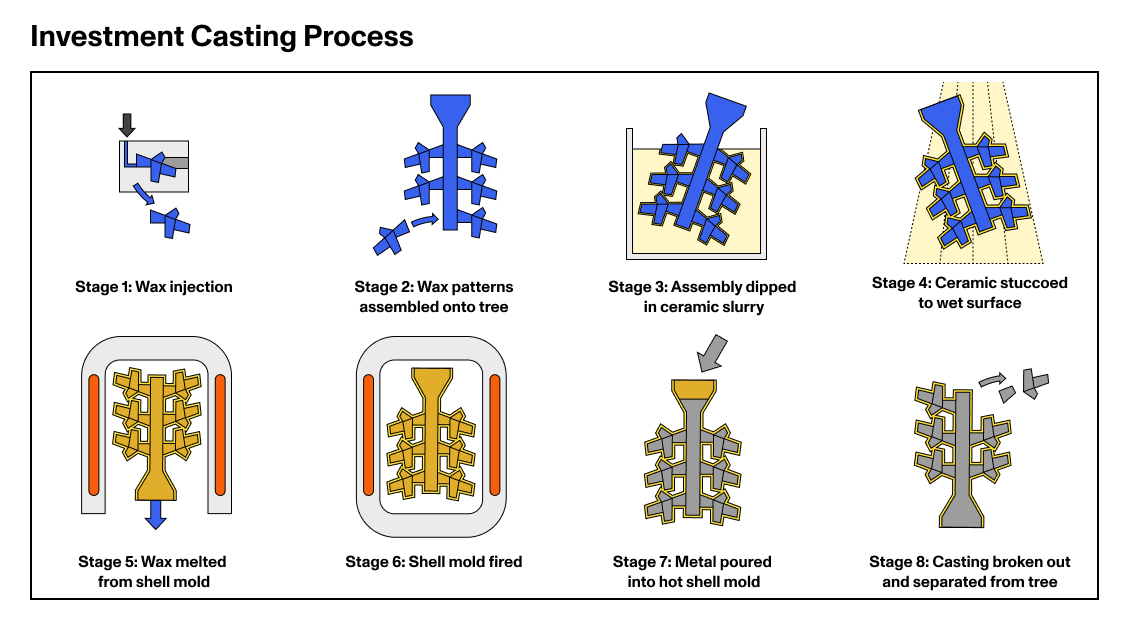
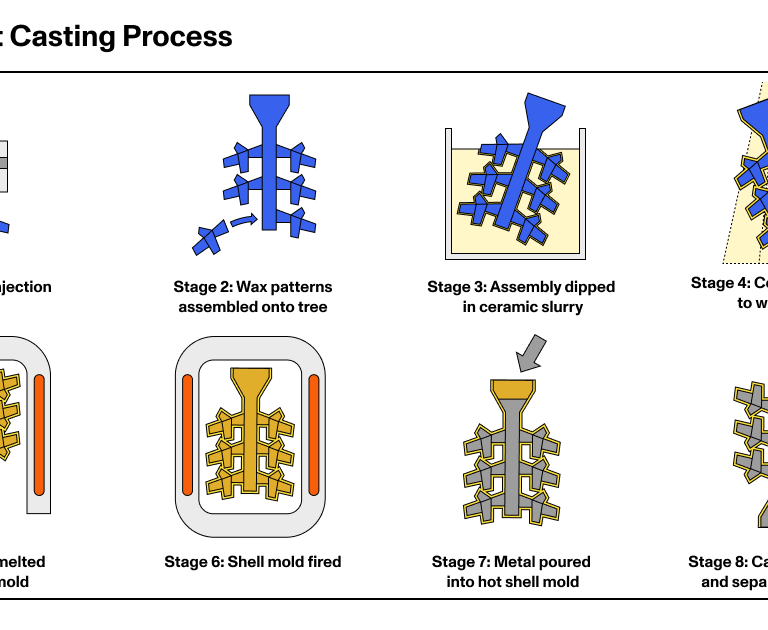
Quy trình bắt đầu bằng việc tạo ra một bản sao chính xác của sản phẩm dưới dạng mẫu sáp. Những mẫu sáp này được ghép lên một trục trung tâm tạo thành cây sáp, giúp đúc đồng thời nhiều chi tiết trong cùng một chu kỳ. Cây sáp sau đó được nhúng vào hồ gốm và phủ cát mịn nhiều lần—mỗi lớp sẽ khô lại và gia tăng độ dày—cho đến khi hình thành vỏ gốm đủ cứng để chịu nhiệt độ kim loại nóng chảy.
Tiếp theo, vỏ gốm được nung nóng để sáp bên trong chảy hết ra ngoài (giai đoạn Lost-Wax). Khi khoang rỗng được tạo ra hoàn chỉnh, khuôn gốm được nung ở nhiệt độ cao để tăng độ bền và ổn định nhiệt. Lúc này, kim loại nóng chảy được rót trực tiếp vào khuôn đang nóng, giúp dòng kim loại lấp đầy toàn bộ chi tiết bên trong mà không tạo nên sự chênh lệch nhiệt lớn—yếu tố then chốt để hạn chế rỗ khí và nứt nhiệt. Sau khi kim loại nguội, lớp vỏ gốm được phá bỏ, sản phẩm được cắt khỏi cây và trải qua hoàn thiện bề mặt nếu cần.
Kết quả cuối cùng là một sản phẩm có độ chính xác kích thước rất cao, thành mỏng đồng đều, chi tiết phức tạp và bề mặt tinh xảo gần như không cần gia công cơ.
Ứng dụng thực tế:
Investment Casting được lựa chọn khi yêu cầu thiết kế vượt quá khả năng tháo khuôn của các phương pháp đúc truyền thống. Ngành hàng không sử dụng nó để chế tạo cánh tuabin động cơ máy bay với các kênh làm mát bên trong—một chi tiết không thể sản xuất bằng bất kỳ phương pháp gia công hoặc đúc khuôn kim loại nào khác. Trong y tế, đây là công nghệ tạo nên khớp háng, khớp gối nhân tạo và dụng cụ phẫu thuật với dung sai cực kỳ nhỏ và yêu cầu bề mặt trơn mịn. Ngành trang sức cũng tận dụng ưu thế tạo hình tinh xảo của đúc mẫu chảy để sản xuất nhẫn, dây chuyền và phụ kiện kim loại quý có thiết kế nghệ thuật phức tạp.
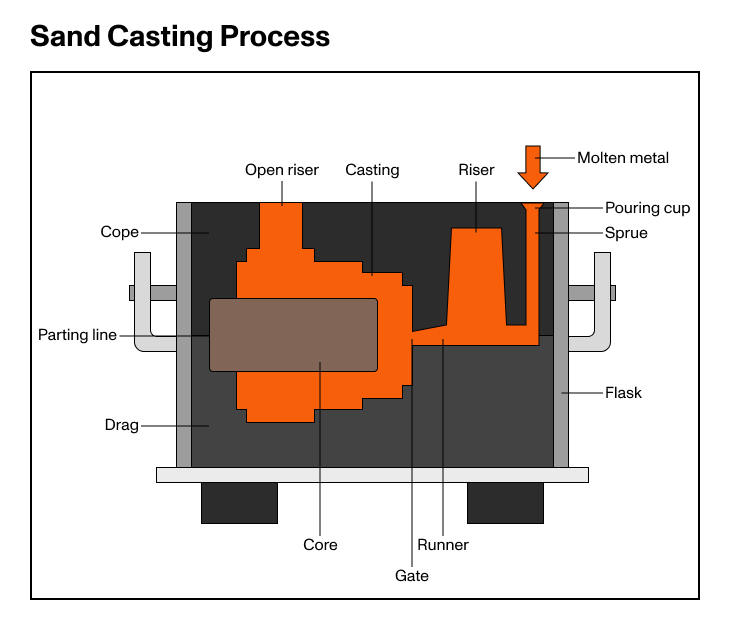
Đúc Khuôn Cát (Sand Casting)
Đúc khuôn cát là phương pháp lâu đời nhất trong ngành đúc kim loại nhưng đến nay vẫn giữ vai trò tối quan trọng, đặc biệt ở lĩnh vực sản xuất các chi tiết có kích thước cực lớn mà hầu hết các công nghệ hiện đại khác không thể xử lý. Sự linh hoạt của vật liệu khuôn và cấu trúc đơn giản giúp Sand Casting trở thành lựa chọn tối ưu cho các phân đoạn công nghiệp nặng.
Quy Trình Kỹ Thuật
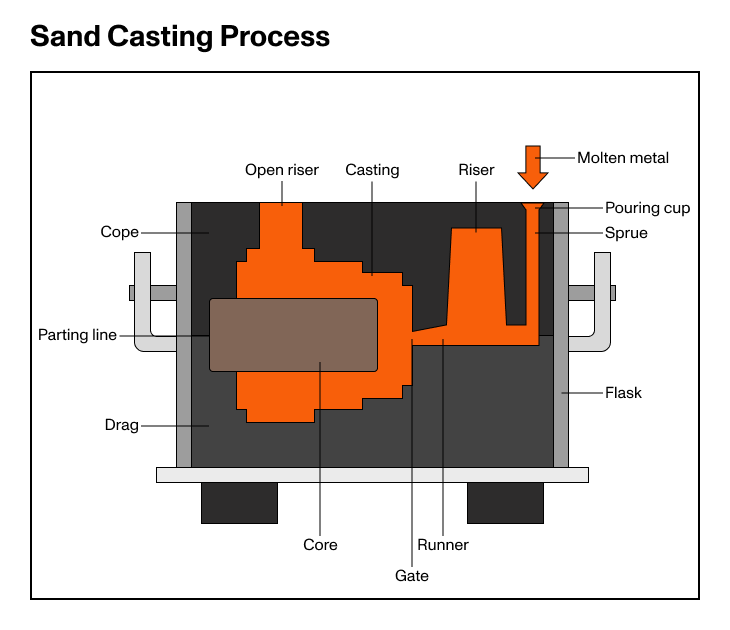
Trước tiên, một mẫu (pattern) được chế tạo bằng gỗ hoặc kim loại để tạo hình khoang khuôn bên trong lớp cát đã được trộn chất kết dính. Sau đó kim loại nóng chảy được rót vào khoang khuôn thông qua trọng lực tự nhiên. Khi kim loại nguội và đông đặc, lớp khuôn cát sẽ bị phá bỏ hoàn toàn để lấy ra chi tiết đúc.
Đặc Điểm Kỹ Thuật
Đúc khuôn cát không bị giới hạn về kích thước, có thể tạo ra bộ phận nặng đến hàng chục hoặc hàng trăm tấn – điều mà Die Casting, Investment Casting hay Centrifugal Casting hoàn toàn không thể đáp ứng. Đồng thời, chi phí chế tạo khuôn ban đầu thấp, nên phù hợp với sản xuất số lượng nhỏ hoặc các đơn hàng tùy chỉnh. Tuy nhiên bề mặt sau khi đúc thường nhám hơn và độ chính xác kích thước thấp hơn các phương pháp có khuôn kim loại cố định, nên thông thường sẽ cần gia công thêm để đạt dung sai lắp ghép yêu cầu.
Ứng Dụng
Sand Casting được lựa chọn cho các chi tiết công nghiệp siêu lớn như thân máy động cơ tàu thủy, bơm công nghiệp hạng nặng, housing turbine, nắp cống, khung thiết bị ngành dầu khí và nhiều bộ phận yêu cầu độ bền cơ học cao kết hợp kích thước khổng lồ.
Kiểm Soát Chất Lượng Đúc Bằng Industrial CT Scanning
Trong quá trình đúc, kim loại chuyển từ trạng thái lỏng sang rắn. Sự thay đổi này luôn tiềm ẩn rủi ro hình thành rỗ khí, co ngót và nứt bên trong vật liệu – những khuyết tật có thể không xuất hiện trên bề mặt nhưng lại phá vỡ cơ tính của sản phẩm trong quá trình sử dụng. Các phương pháp truyền thống như cắt mẫu phá hủy hoặc X-ray 2D chỉ cho một góc nhìn hạn chế, khó đánh giá toàn bộ cấu trúc bên trong của chi tiết có thiết kế phức tạp. CT công nghiệp (Industrial CT Scanning) giải quyết triệt để vấn đề này bằng khả năng dựng lại mô hình 3D bên trong vật đúc với độ phân giải cao, không phá hủy.
Phân Tích Rỗ Khí & Lỗ Rỗng (Porosity Analysis)
Khi đúc áp lực cao (HPDC), CT Scan cho thấy chính xác các bọt khí bị kẹt lại trong dòng chảy rối ở bên trong sản phẩm. Hệ thống xác định vị trí, kích thước và thể tích từng lỗ rỗng, giúp đánh giá ngay tính chấp nhận được của khuyết tật theo vị trí chịu lực thực tế của chi tiết. Với LPDC và Sand Casting, CT Scan phát hiện các lỗ rỗng co ngót thường xuất hiện ở các vùng vật liệu dày – dữ liệu mà X-ray 2D khó thể hiện toàn diện. Kỹ sư không cần phỏng đoán, mà có bằng chứng 3D trực quan để quyết định điều chỉnh khuôn hay thay đổi điểm rót.
So Sánh Với CAD (Variance / CAD Comparison)
Sau khi kim loại nguội, vật đúc có thể biến dạng do ứng suất và co rút không đồng đều. CT Scan cung cấp mô hình 3D thực tế của chi tiết và chồng chính xác lên file CAD thiết kế. Bản đồ màu (color map) thể hiện sai lệch kích thước tại từng vị trí chỉ trong vài giây, cho thấy vùng dư vật liệu cần gia công, vùng thiếu vật liệu gây lỗi dung sai hoặc nguy cơ mất ổn định cơ học. Các công đoạn sửa khuôn trở nên chủ động thay vì “dò lỗi bằng cảm giác”.
Kiểm Tra Độ Dày Thành (Wall Thickness Analysis)
Độ dày thành ảnh hưởng trực tiếp đến chất lượng đúc, khả năng chịu lực và tuổi thọ linh kiện. Trên các cấu trúc hình học phức tạp, thước kẹp hoặc CMM gần như bất lực. CT Scan đo độ dày đồng thời tại mọi vị trí trên bề mặt trong và ngoài, tự động chỉ ra các điểm mỏng – dày bất thường, giúp loại bỏ nguy cơ hot spot gây co ngót hoặc nứt trong giai đoạn đầu sản xuất.
Kỹ Thuật Thiết Kế Ngược (Reverse Engineering)
CT công nghiệp không chỉ để kiểm tra lỗi mà còn là công cụ tạo lợi thế cạnh tranh. Toàn bộ hình học bên ngoài và bên trong chi tiết được số hóa đầy đủ, cho phép phục dựng lại khuôn đúc từ một sản phẩm mẫu có sẵn hoặc tạo bản CAD cho các chi tiết cũ không còn bản vẽ – điều mà các máy scan bề mặt 3D thông thường không thể thực hiện do không nhìn xuyên vật liệu.
Kết Luận
Đúc kim loại là sự giao thoa giữa nghệ thuật luyện kim và khoa học sản xuất hiện đại. Mỗi phương pháp đúc – từ HPDC tốc độ cao, LPDC kiểm soát dòng chảy, Investment Casting siêu chính xác cho đến Sand Casting cỡ lớn – đều có vai trò riêng trong công nghiệp. Việc lựa chọn đúng công nghệ phụ thuộc vào sản lượng mục tiêu, yêu cầu dung sai, đặc tính cơ học và kích thước sản phẩm.
Tuy nhiên, mọi nỗ lực tối ưu quy trình sẽ trở nên vô nghĩa nếu chất lượng không được kiểm soát chính xác. Đó là lý do Industrial CT Scanning đang trở thành tiêu chuẩn vàng trong ngành đúc. Nhờ khả năng quang sát vào bên trong vật liệu mà không phá hủy, CT cho phép phát hiện rỗ khí, co ngót, nứt vi mô, cong vênh và sai lệch kích thước ngay từ giai đoạn phát triển hoặc sản xuất hàng loạt. Khi dữ liệu đo lường 3D được sử dụng để tinh chỉnh khuôn, phân tích dòng chảy và tối ưu điểm rót, doanh nghiệp có thể giảm mạnh tỷ lệ phế phẩm, rút ngắn thời gian ra thị trường và đảm bảo độ an toàn tuyệt đối cho các chi tiết quan trọng.
Trong bối cảnh nhu cầu hiệu suất – độ tin cậy – tốc độ ngày càng tăng, lợi thế cạnh tranh của các nhà sản xuất không chỉ đến từ công nghệ đúc họ lựa chọn, mà còn từ cách họ kiểm soát và xác nhận chất lượng trên từng sản phẩm xuất xưởng.

Hãy liên hệ với đội ngũ chuyên gia của chúng tôi để nhận được sự tư vấn
miễn phí và chuyên nghiệp
hoặc
Bạn quan tâm đến sản phẩm?
Cần báo giá sản phẩm hoặc dịch vụ?
© Copyright - All Rights Reserved
NudgeInsepct
Liên hệ: Hồ Lê Long Thiên (Mr.)
+84 (0) 839 54 9178 info@nudgeinspect.com
VP HCM: Tầng 2, Tòa nhà Saigon Paragon, 3 Nguyễn Lương Bằng, Tân Mỹ, Quận 7, Hồ Chí Minh