Hướng Dẫn Wire Pull: Làm Sao Để Có Kết Quả Chính Xác?
Tìm hiểu cách thực hiện phép thử Wire Pull (kéo dây) chính xác – lựa chọn tool, vị trí kéo và thiết lập máy Bond Tester để đạt kết quả đáng tin cậy.
BONDTESTER
10/29/20256 phút đọc
Wire Pull (WP) là phương pháp kiểm tra độ bền liên kết phổ biến và quan trọng trong ngành bán dẫn. Phép thử này đo lực cần thiết để kéo đứt dây hoặc ruy-băng, giúp đánh giá độ bền mối hàn và quy trình liên kết. Một phép thử chính xác không chỉ đơn thuần là “kéo cho đứt”, mà đòi hỏi sự chính xác trong ba yếu tố then chốt: chọn tool phù hợp, xác định vị trí kéo đúng, và thiết lập máy chuẩn.
Bước 1: Chọn Tool (Móc Kéo) Phù Hợp
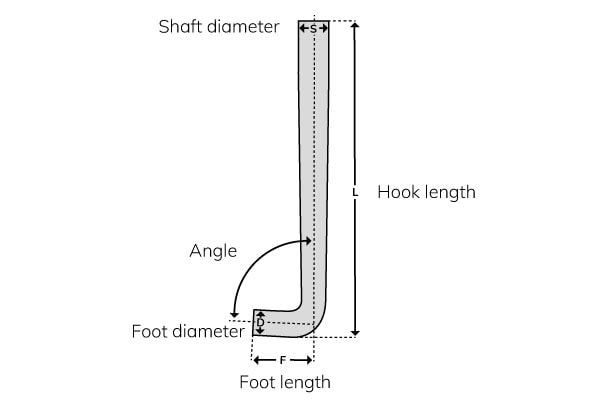
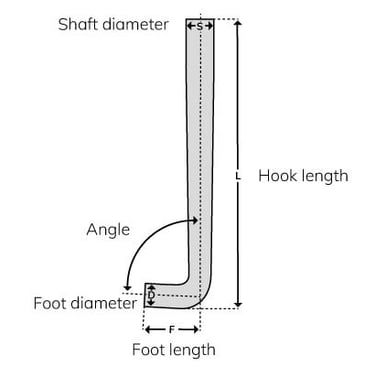
Việc lựa chọn tool là bước quan trọng đầu tiên, bởi nếu chọn sai, bạn có thể đang “cắt dây” thay vì “kiểm tra” mối hàn. Yếu tố quan trọng nhất là đường kính chân móc (foot diameter). Móc kéo nên có đường kính lớn gấp ba lần đường kính dây hoặc độ dày ruy-băng để giảm ứng suất tập trung và tránh cắt vào dây. Mục tiêu là lực tác động lên mối hàn, không phải làm đứt dây.
Chiều dài chân móc (foot length) cũng ảnh hưởng đáng kể đến kết quả. Thông thường, chiều dài nên bằng 3 đến 3.5 lần đường kính móc. Với dây có bước hẹp (fine pitch), nên dùng chân móc ngắn hơn để tránh kéo nhầm hoặc làm hỏng dây bên cạnh. Trong khi đó, với dây có khoảng cách lớn hoặc không đều, chân móc dài hơn sẽ giúp dễ căn chỉnh hơn và cho phép sai số vị trí lớn hơn.
Trong trường hợp dây hoặc ruy-băng có vòng lặp cực thấp, ví dụ 30 micromet hoặc thấp hơn, việc luồn móc tiêu chuẩn gần như không thể thực hiện được. Khi đó, cần sử dụng các công cụ đặc biệt như móc dẹt (flat wire hook) hoặc nhíp kéo (USB tweezers) để đảm bảo tiếp xúc đúng và không gây hư hại dây.
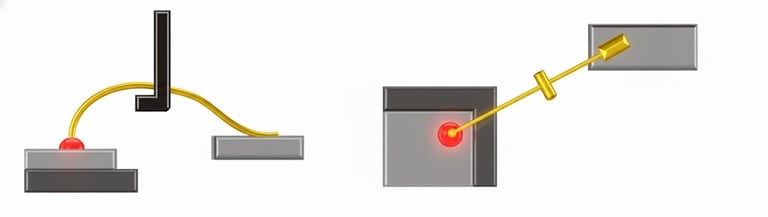
Bước 2: Chọn Vị Trí Kéo
Bước 3: Setup Thiết Bị
Thiết lập máy là yếu tố ảnh hưởng trực tiếp đến độ tin cậy của phép đo. Hai thành phần cần được kiểm tra kỹ lưỡng là độ đồng tâm của móc (hook concentricity) và độ ổn định khi kẹp mẫu (work holder & clamping).
Độ đồng tâm của móc nghĩa là khi xoay tool, tâm móc vẫn giữ nguyên vị trí. Nếu móc bị lệch tâm, trong quá trình vận hành tự động, nó có thể va vào dây bên cạnh, kéo nhầm dây, hoặc bỏ qua dây cần kiểm tra. Độ đồng tâm lý tưởng nên được hiệu chỉnh trong giới hạn ±5 micromet, bằng cơ học hoặc bằng phần mềm hiệu chỉnh tự động (software correction). Các chức năng như “auto-hook” trên máy Nordson DAGE đều yêu cầu móc đạt chuẩn đồng tâm để hoạt động chính xác.
Phần kẹp mẫu cũng đóng vai trò quan trọng trong việc duy trì tính ổn định của phép thử. Nếu mẫu không được cố định chắc chắn, nó có thể bị dịch chuyển trong khi kéo, dẫn đến sai số về độ dịch chuyển (displacement) và lực đỉnh (peak force). Hơn nữa, việc kẹp lỏng còn khiến tốc độ kiểm tra thay đổi, kéo dài thời gian thao tác và làm giảm tính lặp lại của dữ liệu. Một hệ thống kẹp ổn định, chắc chắn và đúng vị trí sẽ đảm bảo kết quả thử nghiệm đáng tin cậy hơn.
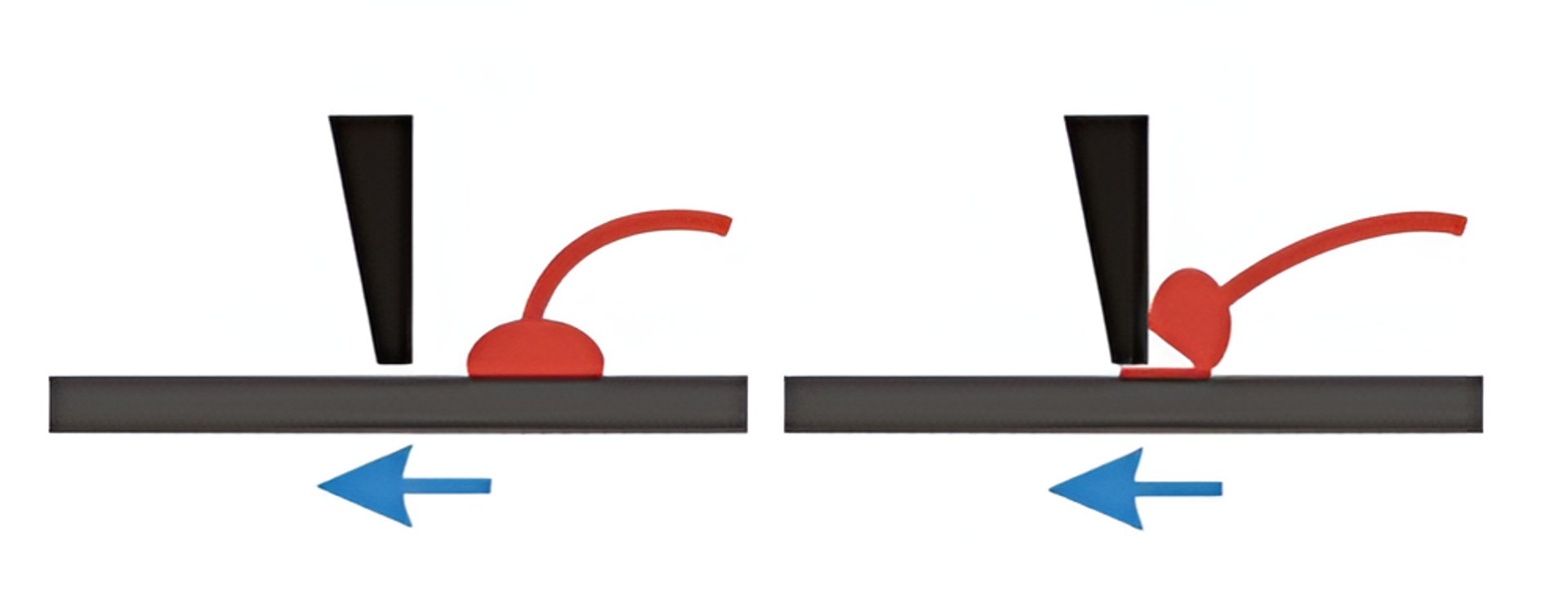
Vị trí móc kéo quyết định lực tác động lên mối hàn thứ nhất (first bond) và thứ hai (second bond). Tính nhất quán trong việc chọn vị trí là yếu tố giúp kết quả kiểm tra có độ lặp lại cao. Trong thực tế, vị trí phổ biến nhất là kéo tại tâm chiều dài dây, tức là giữa hai điểm liên kết.
Theo tiêu chuẩn MIL-STD 2011, vị trí kéo nên nằm giữa điểm giữa (mid-span) và đỉnh vòng lặp (loop apex). Trong khi đó, tiêu chuẩn DVS 2811 khuyến nghị nên chọn vị trí sao cho góc của dây ở hai đầu mối hàn là bằng nhau. Cách này giúp tải trọng được phân bổ đồng đều và phản ánh đúng độ bền của mối hàn.
Trong một số trường hợp đặc biệt, khi người vận hành chỉ muốn kiểm tra độ bền của một mối hàn cụ thể, ví dụ mối hàn thứ nhất, móc kéo cần được đặt càng gần mối hàn đó càng tốt. Cách này làm tăng tải trọng lên đúng vị trí mong muốn, giúp dễ dàng phân tích nguyên nhân hỏng hóc. Để đạt độ chính xác cao và loại bỏ sai lệch do con người, các kỹ sư nên sử dụng máy bán tự động hoặc tự động có chức năng căn chỉnh vị trí kéo tự động (auto hook alignment).
Bước 4 Phân Tích Kết Quả
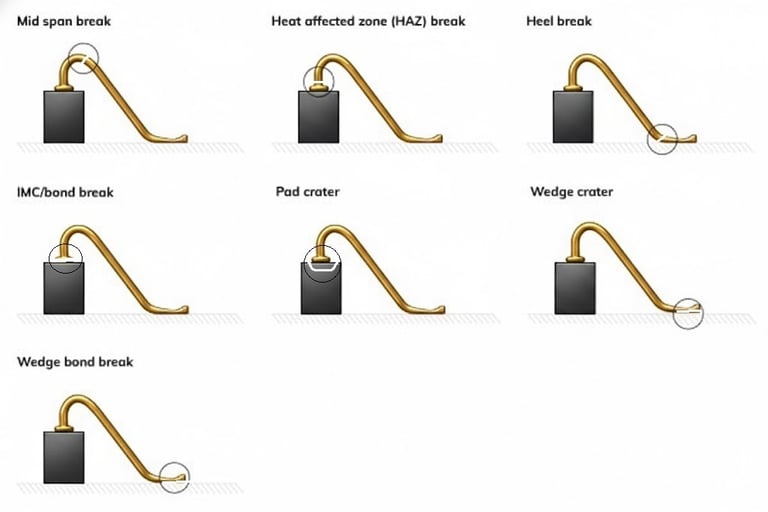
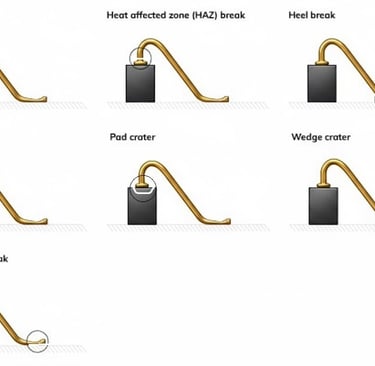
Một kỹ sư kiểm tra chất lượng (QC) giàu kinh nghiệm không chỉ nhìn vào giá trị lực kéo mà còn phân tích cách thức mối hàn bị hỏng. Cách hỏng này (failure mode) giúp hiểu rõ nguyên nhân thật sự của sự cố, từ đó cải thiện quy trình sản xuất.
Đối với dây vàng (Gold wire), các dạng hỏng thường gặp bao gồm: đứt giữa dây (mid-span break), đứt tại gót dây (heel break), lỗi crater trên pad (pad crater) hoặc lỗi crater tại wedge (wedge crater). Trong đó, đứt giữa dây thường cho thấy mối hàn vẫn còn tốt, trong khi các lỗi crater lại là dấu hiệu cảnh báo vấn đề trong quá trình bonding.
Tương tự, với dây nhôm (Aluminum wire), các dạng hỏng như đứt giữa dây, đứt ở gót, hoặc crater tại wedge cũng phản ánh chất lượng liên kết và điều kiện hàn. Đặc biệt, nếu xuất hiện crater ở cả hai mối (both wedge craters), điều đó thường cho thấy mối hàn yếu và cần xem xét lại toàn bộ quy trình liên kết.
Hãy liên hệ với đội ngũ chuyên gia của chúng tôi để nhận được sự tư vấn
miễn phí và chuyên nghiệp
hoặc
Bạn quan tâm đến sản phẩm?
Cần báo giá sản phẩm hoặc dịch vụ?
© Copyright - All Rights Reserved
NudgeInsepct
Liên hệ: Hồ Lê Long Thiên (Mr.)
+84 (0) 839 54 9178 info@nudgeinspect.com
VP HCM: Tầng 2, Tòa nhà Saigon Paragon, 3 Nguyễn Lương Bằng, Tân Mỹ, Quận 7, Hồ Chí Minh