Hướng Dẫn Shear Test: Làm Sao Để Có Kết Quả Chính Xác?
Hướng dẫn chi tiết cách thực hiện Shear Test chính xác trên máy BondTester. Giải thích nguyên lý, setup tool, shear height và phân tích kết quả.
BONDTESTER
10/29/20255 phút đọc
Shear test (kiểm tra độ bền trượt) là một phương pháp cơ bản trong đó máy Bond Tester áp dụng lực ngang (lateral load) để đẩy (shear) mối hàn ra khỏi bề mặt của nó. Phương pháp này thường được sử dụng cho các ứng dụng như Ball Shear (đẩy bi vàng, bi đồng), Solder Ball Shear (đẩy bi hàn), Die Shear (đẩy die/chip) và Wedge Shear (đẩy mối hàn nêm).
Một phép thử shear thành công không chỉ dừng ở việc ghi lại giá trị lực phá hủy. Mục tiêu cốt lõi là đạt được “failure mode of interest” – dạng hỏng hóc mong muốn, tức là hỏng xảy ra đúng tại mối hàn để xác định độ bền liên kết thực sự (bond strength).
Failure Mode of Interest
Trong shear test, mục tiêu chính là tạo ra hỏng hóc tại chính mối hàn (bond failure), chẳng hạn như hỏng ở lớp liên kim (Intermetallic Layer – IMC). Khi mối hàn bị phá hủy, chúng ta mới đánh giá chính xác độ bền thực tế của liên kết.
Nếu kết quả thử cho thấy vỡ vật liệu (bulk material failure) hoặc vỡ die (die fracture), điều đó có nghĩa mối hàn của bạn rất mạnh — nhưng bạn lại không biết được độ bền thật sự của mối hàn. Vì vậy, toàn bộ quy trình setup cần được thiết lập sao cho giảm thiểu các lỗi đo (artifacts) và hướng đến việc tạo ra hỏng đúng vị trí mối hàn.
Ba Yếu Tố Then Chốt Để Có Phép Thử Shear Chính Xác
1. Thiết kế và Lựa Chọn Tool
Khi tool tiếp xúc với mẫu, ứng suất cục bộ và biến dạng dẻo (plastic deformation) xuất hiện, tạo ra “Down Thrust” – lực đè xuống không mong muốn có thể chiếm từ 10% đến 40% lực đo. Lực này vô tình hỗ trợ mối hàn, khiến kết quả lực đo bị cao giả tạo.
Để loại bỏ sai số này, tool cần được thiết kế đúng hình học:
Rake Angle (Góc Cắt) phải bằng 0°. Nếu dương (+), tool “cắt” vật liệu như dao, cho kết quả thấp giả. Nếu âm (−), sẽ tạo thêm lực đè xuống.
Clearance Angle (Góc Thoát) phải là góc dương, thường khoảng +5°, để tránh biến thành góc âm do sai số chế tạo.
Tool Tip (Mũi Tool) phải sắc như lưỡi dao (knife edge). Nếu đầu tool bị bo tròn (tip radius lớn), nó sẽ gây sai lệch kết quả giống như góc âm.
Một mũi tool “đủ sắc” là khi việc mài sắc hơn nữa không làm thay đổi đáng kể kết quả đo.
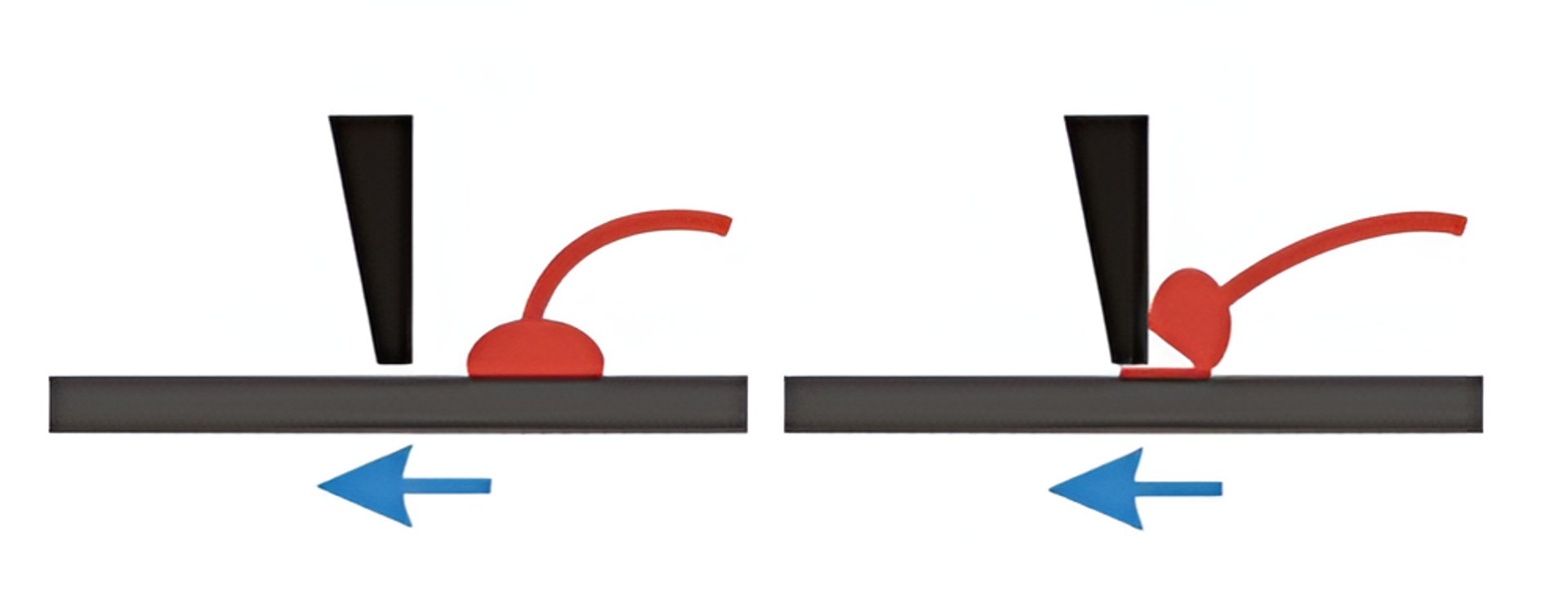
2. Căn Chỉnh Tool
Shear Height là khoảng cách từ bề mặt đế (substrate) đến điểm tiếp xúc đầu tiên của tool với mẫu. Trong quá trình setup, tool sẽ “đáp” xuống bề mặt, sau đó lùi lên một khoảng nhất định (step back) – chính là shear height, rồi mới bắt đầu đẩy.
Quy tắc vàng: Chiều cao đẩy càng thấp, kết quả lực càng cao và càng dễ đạt được dạng hỏng tại mối hàn.
Ngược lại, nếu shear height đặt quá cao, phép thử sẽ chuyển từ “đẩy trượt” sang “bẻ uốn”, khiến mẫu vỡ vật liệu thay vì hỏng tại mối hàn.
3. Kẹp Giữ Mẫu
Nếu mẫu không được kẹp chặt xuống bề mặt cứng, nó sẽ “lơ lửng” trong không gian. Khi tool “đáp” xuống, mẫu bị đẩy lún khiến giá trị shear height bị sai hoàn toàn.
Ngoài ra, lực “down thrust” sinh ra trong quá trình đẩy cũng làm mẫu dao động, khiến chiều cao đẩy không nhất quán và kết quả không đáng tin cậy.
Để khắc phục, cần kẹp chặt mẫu bằng phương pháp phù hợp như kẹp cạnh, kẹp hông hoặc hút chân không, đảm bảo mẫu cố định phẳng tuyệt đối trên bàn thử.
Khi Nào Dùng Cavity Shear?
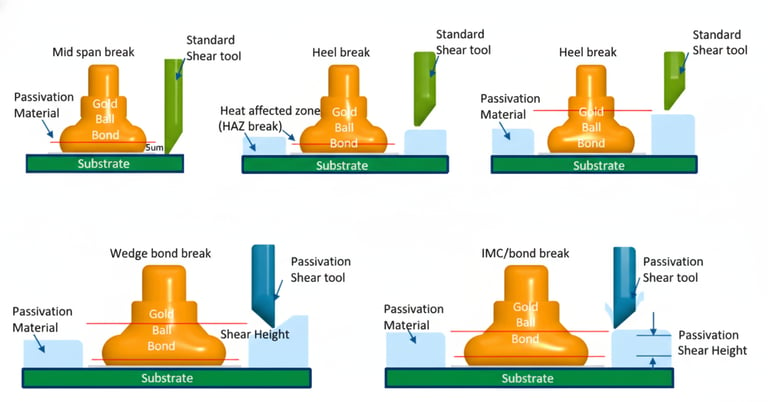
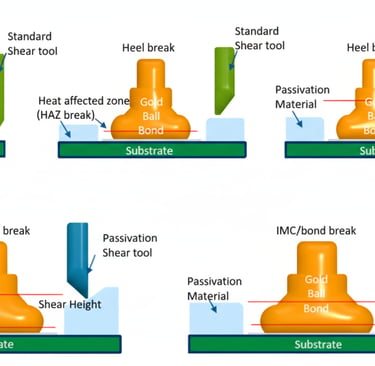
Trong các trường hợp bi hàn quá nhỏ hoặc lớp passivation dày khiến không thể đặt shear height thấp, tool sẽ chỉ “cắt ngọn” bi hàn, dẫn đến lực đo thấp.
Giải pháp là sử dụng Cavity Shear Tool – loại tool có hốc (cavity) hình bán nguyệt ôm quanh bi hàn.
Thiết kế này giúp phân bổ lực đẩy đều, giảm biến dạng bi, cho lực đo cao hơn, và tăng khả năng tạo ra hỏng tại mối hàn (failure mode of interest).
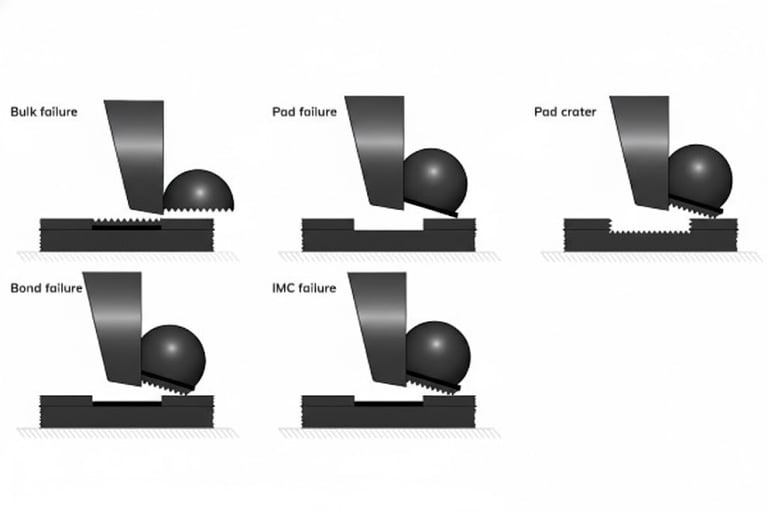
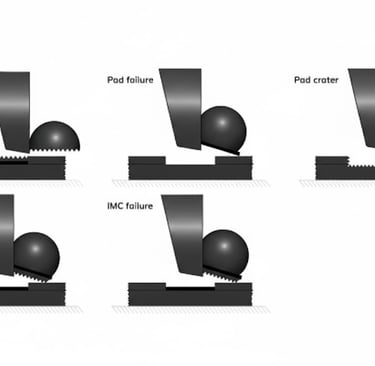
Phân Tích Kết Quả: Các Dạng Hỏng Hóc (Failure Modes) Thường Gặp
Bi Vàng / Bi Đồng (Gold & Copper Ball)
Hỏng tại lớp liên kim (IMC failure): TỐT → Biết độ bền mối hàn.
Hỏng vật liệu bi (bulk failure): KHÔNG BIẾT độ bền mối hàn.
Bong tróc đế (pad crater): Biết độ bền đế, thường do lỗi quá trình hàn.
Bi Hàn (Solder Ball)
Hỏng vật liệu bi: KHÔNG BIẾT độ bền mối hàn.
Hỏng đế (pad crater): Biết độ bền đế.
Hỏng mối hàn (bond failure): Biết độ bền mối hàn, thường do mối hàn yếu.
Die Shear
Hỏng mối hàn die / đế: TỐT → Biết độ bền liên kết.
Vỡ die (die fracture): KHÔNG BIẾT độ bền mối hàn.
Mẻ die (die splinter): Thường do setup sai hoặc đạt lực cực hạn.
Wedge (Mối Hàn Nêm)
Hỏng lớp liên kim: TỐT → Biết độ bền mối hàn.
Bong tróc đế: Cho biết độ bền đế.
Hỏng mối hàn: Cho thấy mối hàn yếu.


Hãy liên hệ với đội ngũ chuyên gia của chúng tôi để nhận được sự tư vấn
miễn phí và chuyên nghiệp
hoặc
Bạn quan tâm đến sản phẩm?
Cần báo giá sản phẩm hoặc dịch vụ?
© Copyright - All Rights Reserved
NudgeInsepct
Liên hệ: Hồ Lê Long Thiên (Mr.)
+84 (0) 839 54 9178 info@nudgeinspect.com
VP HCM: Tầng 2, Tòa nhà Saigon Paragon, 3 Nguyễn Lương Bằng, Tân Mỹ, Quận 7, Hồ Chí Minh