Các Chế Độ Quét CSAM/SAT - Phân biệt A-Scan, B-Scan, C-Scan, Thru-Scan
Tìm hiểu chuyên sâu về các chế độ quét trong Scanning Acoustic Microscopy (CSAM/SAT)
SAT
5/29/202515 phút đọc
Trong lĩnh vực kiểm tra không phá hủy (NDT) và phân tích lỗi, Kính Hiển Vi Âm Thanh Quét (CSAM), còn được biết đến với các tên gọi như Scanning Acoustic Microscopy (SAM) hay Scanning Acoustic Tomography (SAT), đã khẳng định vị thế là một công cụ vô giá. Khả năng "nhìn thấu" vào bên trong vật liệu mà không gây tổn hại giúp các kỹ sư và nhà nghiên cứu phát hiện những khuyết tật tiềm ẩn, đảm bảo chất lượng và độ tin cậy của sản phẩm. Tuy nhiên, để khai thác tối đa sức mạnh của CSAM/SAT, việc hiểu rõ và lựa chọn đúng các chế độ quét là vô cùng quan trọng.
Bài viết này sẽ đi sâu vào phân tích bốn chế độ quét phổ biến nhất: A-scan, B-scan, C-scan và Thru-Scan. Chúng ta sẽ cùng tìm hiểu cách mỗi chế độ hoạt động, loại thông tin chúng cung cấp, ưu nhược điểm và quan trọng nhất là khi nào nên sử dụng từng chế độ để đạt được kết quả kiểm tra tối ưu.
A-Scan (Amplitude Scan - Quét Biên Độ)
Hãy tưởng tượng A-scan như một "ống nghe" siêu âm, cho phép bạn lắng nghe những phản hồi từ một điểm duy nhất bên trong vật liệu.
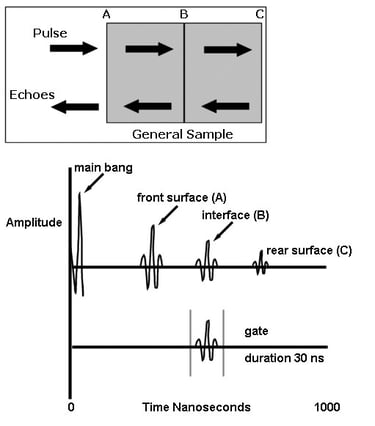
Nguyên lý hoạt động: Tại một vị trí (X,Y) cố định trên bề mặt mẫu, đầu dò siêu âm phát ra một xung và thu nhận các tín hiệu (echo) phản xạ trở lại. Kết quả được hiển thị dưới dạng đồ thị, với trục tung biểu thị biên độ (cường độ) của tín hiệu và trục hoành biểu thị thời gian truyền sóng (tương quan trực tiếp với độ sâu).
Thông tin cung cấp:
Biên độ (Amplitude): Cường độ của mỗi tín hiệu phản xạ cho biết mức độ khác biệt về trở kháng âm tại mặt phân cách đó. Sự khác biệt càng lớn, biên độ càng mạnh.
Cực tính (Polarity): Chiều của xung (dương hoặc âm so với xung ban đầu) cho biết mối quan hệ trở kháng giữa hai môi trường. Ví dụ, khi sóng âm đi từ môi trường có trở kháng thấp sang môi trường có trở kháng cao hơn (ví dụ: từ nhựa sang kim loại), tín hiệu phản xạ sẽ có cực tính dương. Ngược lại, khi đi từ môi trường có trở kháng cao sang thấp (ví dụ: từ vật liệu đặc sang khoảng trống không khí như tách lớp), tín hiệu phản xạ sẽ có cực tính âm (đảo pha). Đây là một dấu hiệu quan trọng để xác định các khuyết tật như tách lớp hoặc lỗ rỗng.
Thời gian truyền sóng (Time-of-Flight - ToF): Khoảng thời gian từ lúc phát xung đến lúc nhận được tín hiệu phản xạ cho phép xác định chính xác độ sâu của mặt phân cách hoặc khuyết tật.
Ưu điểm:
Cung cấp thông tin chi tiết, định lượng về biên độ và độ sâu tại một điểm cụ thể.
Rất hữu ích cho việc hiệu chuẩn thiết bị và đầu dò.
Cho phép phân tích đặc tính vật liệu dựa trên sự thay đổi trở kháng âm.
Nhược điểm:
Chỉ cung cấp thông tin tại một điểm duy nhất, không tạo ra hình ảnh 2D hay 3D tổng thể của mẫu.
Ứng dụng:
Kiểm tra nhanh một điểm nghi ngờ có khuyết tật.
Hiệu chuẩn hệ thống CSAM và xác định vận tốc sóng âm trong vật liệu.
Xác định sơ bộ độ sâu và bản chất của khuyết tật (dựa vào biên độ và cực tính) trước khi thực hiện các chế độ quét khác.
Phân tích chi tiết một giao diện cụ thể.
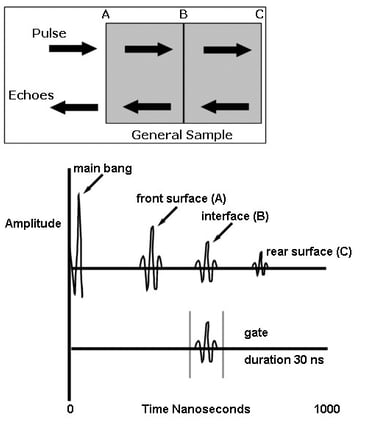
Hình 1: A-Scan: Giống như dao động ký hiển thị các tín hiệu phản hồi kiểm tra tại một vị trí X-Y duy nhất.
B-Scan (Brightness Scan - Quét Độ Sáng-Quét mặt cắt dọc)
Nếu A-scan là "ống nghe" tại một điểm, thì B-scan giống như việc bạn dùng dao cắt một lát mỏng theo chiều dọc của mẫu để quan sát cấu trúc bên trong.
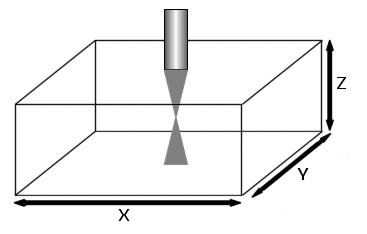
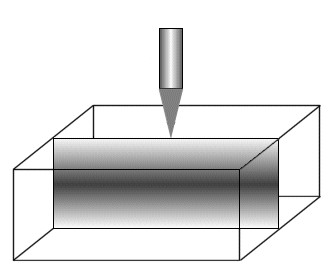
Nguyên lý hoạt động: Đầu dò siêu âm di chuyển dọc theo một đường thẳng (trục X hoặc Y) trên bề mặt mẫu. Tại mỗi vị trí trên đường quét, một tín hiệu A-scan được thu nhận. Các tín hiệu A-scan này sau đó được xếp chồng lên nhau để tạo thành một hình ảnh 2D mặt cắt dọc (X-Z hoặc Y-Z). Độ sáng của mỗi pixel trên hình ảnh B-scan tương ứng với biên độ của tín hiệu siêu âm tại điểm đó.
Một kỹ thuật nâng cao liên quan là Q-BAM™ (Quantitative B-scan Analysis Mode), trong đó đầu dò được lấy nét liên tục trong quá trình quét để tạo ra hình ảnh mặt cắt có độ phân giải cao hơn.
Hình ảnh nhận được:
Hình ảnh mặt cắt dọc 2D của mẫu, cho thấy vị trí, hình dạng và độ sâu tương đối của các lớp vật liệu, giao diện và các khuyết tật bên trong.
Thang đo khoảng cách trên hình ảnh thường được hiệu chỉnh dựa trên vận tốc sóng âm trong vật liệu.
Ưu điểm:
Cung cấp cái nhìn trực quan và dễ hiểu về cấu trúc bên trong của mẫu theo chiều sâu.
Rất hữu ích để xác định hình dạng, kích thước và vị trí tương đối của khuyết tật theo phương thẳng đứng.
Có thể dùng để đo độ dày của các lớp vật liệu.
Nhược điểm:
Chỉ hiển thị thông tin trên một mặt phẳng cắt duy nhất đã được chọn.
Do sóng siêu âm không thể truyền qua các khoảng trống không khí lớn, B-scan có thể không hiển thị được các cấu trúc nằm phía sau một khuyết tật lớn (như tách lớp rộng) tại một vị trí quét cụ thể.
Ứng dụng:
Nghiên cứu chi tiết hình dạng và kích thước của khuyết tật theo chiều sâu (ví dụ: độ sâu của vết nứt, chiều cao của lỗ rỗng).
Đo độ dày của các lớp phủ hoặc các lớp vật liệu khác nhau.
Xác định vị trí tương đối của các khuyết tật trong một mặt phẳng cắt cụ thể.
Đánh giá sự phân tầng của vật liệu composite hoặc các cấu trúc nhiều lớp.
C-Scan (Constant-Depth Scan - Quét Độ Sâu Không Đổi)
C-scan cho phép chúng ta "cắt" mẫu theo chiều ngang tại một độ sâu mong muốn và quan sát toàn bộ mặt phẳng đó
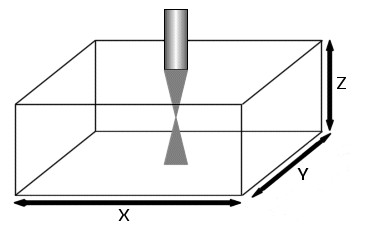
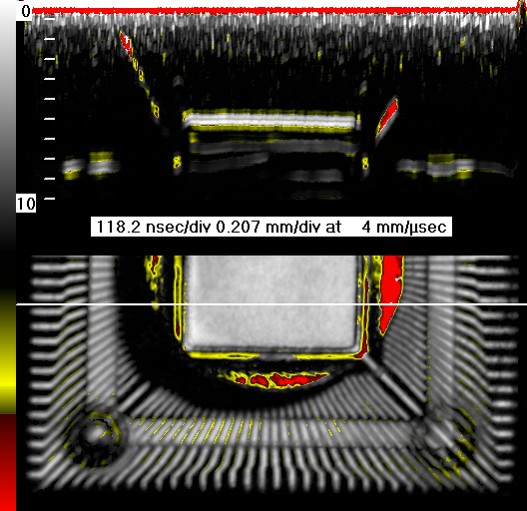
Nguyên lý hoạt động: Đầu dò siêu âm quét theo kiểu raster (đường ziczac) trên toàn bộ bề mặt mẫu (hoặc một khu vực quan tâm). Một "cổng" điện tử (electronic gate) được thiết lập để chỉ thu nhận tín hiệu siêu âm phản xạ từ một khoảng thời gian (Time-of-Flight - ToF) nhất định. Khoảng ToF này tương ứng với một "lát cắt" hoặc một lớp ở độ sâu cụ thể bên trong mẫu. Biên độ (hoặc đôi khi là cực tính) của tín hiệu trong cổng này tại mỗi điểm (X,Y) được mã hóa thành một giá trị pixel (thường là độ sáng hoặc màu sắc), tạo thành một hình ảnh 2D mặt bằng.
Hình ảnh nhận được:
Hình ảnh 2D thể hiện sự phân bố của các đặc điểm, cấu trúc hoặc khuyết tật trên một mặt phẳng tại độ sâu đã được chọn.
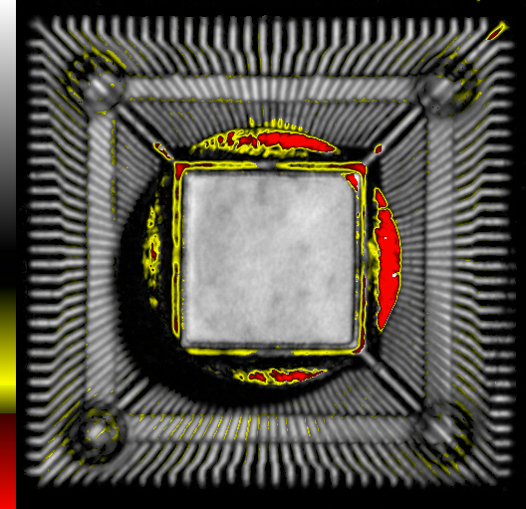
C-scan cực kỳ nhạy với các khuyết tật dạng mặt phẳng như tách lớp (delamination), lỗ rỗng (voids), hoặc các vùng không bám dính (disbonds). Các vùng có khuyết tật thường phản xạ sóng âm mạnh (đặc biệt là các khoảng trống không khí) và sẽ xuất hiện với độ sáng cao (ví dụ: màu trắng) trên hình ảnh C-scan biên độ.
Các biến thể/chế độ con thường gặp của C-Scan:
Interface Scan (Quét bề mặt): Chế độ này tập trung sóng siêu âm và đặt cổng tại một giao diện cụ thể giữa hai lớp vật liệu (ví dụ: giao diện giữa chip và keo gắn đế). Nó rất hiệu quả để phát hiện các vấn đề liên kết tại bề mặt đó.
Bulk Scan (Quét Khối): Sóng siêu âm được hội tụ và cổng được đặt để bao phủ một phần hoặc toàn bộ độ dày của một lớp vật liệu cụ thể, thay vì chỉ một lớp mỏng. Chế độ này hữu ích để phát hiện các khuyết tật phân bố trong khối vật liệu như lỗ rỗng, tạp chất, hoặc các vết nứt ngang.
Loss of Back Echo (LoBE) Scan (Quét Mất Sóng Đáy): Trong chế độ này, đầu dò được lấy nét qua mẫu và cổng được đặt để thu nhận tín hiệu phản xạ từ bề mặt đáy của mẫu (hoặc một giao diện tham chiếu phía sau vùng quan tâm). Sự hiện diện của khuyết tật (như vết nứt, lỗ rỗng lớn, tách lớp) nằm giữa đầu dò và bề mặt đáy sẽ làm suy giảm hoặc chặn hoàn toàn sóng siêu âm, dẫn đến việc "mất" tín hiệu phản xạ từ đáy. Trên hình ảnh LoBE, các vùng có khuyết tật sẽ xuất hiện tối hơn (do mất tín hiệu), trong khi các vùng vật liệu tốt, đồng nhất sẽ sáng hơn.
Ưu điểm:
Cung cấp cái nhìn tổng quan, trực quan về sự phân bố của khuyết tật trên một mặt phẳng rộng.
Rất hiệu quả trong việc phát hiện và định vị các khuyết tật dạng mặt phẳng, đặc biệt là tách lớp và lỗ rỗng.
Cho phép kiểm tra nhanh chóng các khu vực lớn tại một độ sâu cụ thể.
Nhược điểm:
Hình ảnh bị giới hạn ở độ sâu (lớp cắt) đã được chọn bởi cổng. Để kiểm tra nhiều độ sâu, cần thực hiện nhiều lần quét C-scan riêng biệt hoặc sử dụng các kỹ thuật thu thập dữ liệu nâng cao hơn (như VRM™ - Virtual Rescanning Module, cho phép tái tạo C-scan ở bất kỳ độ sâu nào từ một lần quét duy nhất).
Ứng dụng:
Kiểm tra tách lớp giữa các lớp trong linh kiện bán dẫn (ví dụ: giữa chip và đế tản nhiệt, giữa các lớp trong vật liệu composite).
Phát hiện lỗ rỗng trong keo gắn đế (die attach), keo dưới chip (underfill), hợp chất đúc (mold compound).
Đánh giá chất lượng và tính đồng nhất của các mối hàn, mối liên kết.
Kiểm tra các khuyết tật như tạp chất hoặc vết nứt ngang phân bố tại một giao diện hoặc trong một lớp vật liệu cụ thể.
Thru-Scan (Transmission Mode - Chế Độ Truyền Qua)
Thru-Scan cung cấp một cái nhìn tổng thể về tính toàn vẹn của mẫu bằng cách đánh giá lượng sóng siêu âm có thể truyền qua nó.
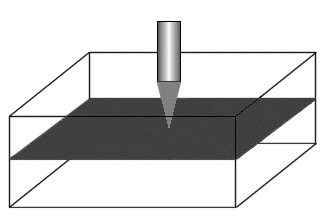
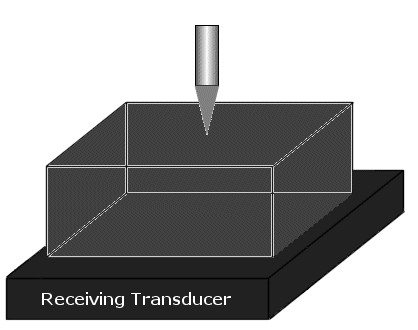
Nguyên lý hoạt động: Chế độ này yêu cầu sử dụng hai đầu dò: một đầu dò phát (sending transducer) đặt ở một phía của mẫu và một đầu dò thu (receiving transducer) đặt ở phía đối diện. Đầu dò phát phát ra xung siêu âm, và đầu dò thu ghi nhận lượng năng lượng siêu âm đã truyền qua toàn bộ độ dày của mẫu. Hình ảnh Thru-Scan được tạo ra dựa trên sự suy giảm của sóng siêu âm này.
Hình ảnh nhận được:
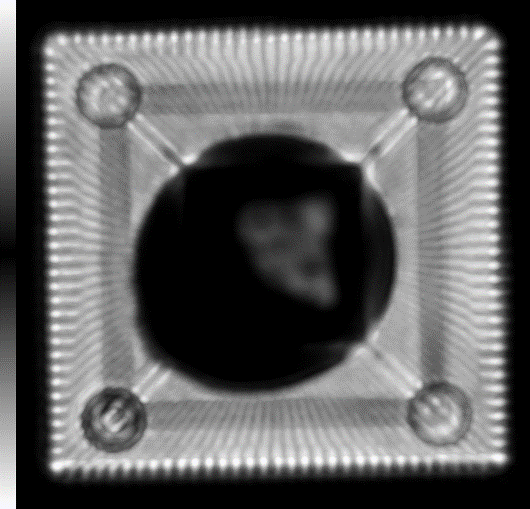
Một hình ảnh 2D (tương tự như C-scan về mặt hiển thị) thể hiện sự thay đổi về khả năng truyền âm qua mẫu. Các vùng có khuyết tật lớn như tách lớp rộng, lỗ rỗng lớn hoặc các vùng vật liệu có độ suy giảm âm cao sẽ chặn hoặc làm suy yếu đáng kể sóng siêu âm, dẫn đến các vùng tối hơn trên hình ảnh. Ngược lại, các vùng vật liệu đồng nhất, liên kết tốt sẽ cho phép sóng truyền qua nhiều hơn, tạo ra các vùng sáng hơn.
Ưu điểm:
Cung cấp một đánh giá nhanh chóng và rõ ràng về tính toàn vẹn tổng thể của mẫu trên toàn bộ độ dày.
Rất hiệu quả trong việc phát hiện các khuyết tật lớn, nghiêm trọng mà chặn hoàn toàn đường truyền của sóng âm (ví dụ: các khoảng trống không khí lớn).
Không bị ảnh hưởng bởi các tín hiệu phản xạ phức tạp từ nhiều lớp như trong chế độ phản xạ, đôi khi giúp đơn giản hóa việc diễn giải đối với một số loại mẫu.
Hữu ích để xác minh chất lượng liên kết trên diện rộng, ví dụ như trong kiểm tra die attach.
Nhược điểm:
Yêu cầu khả năng tiếp cận cả hai mặt của mẫu để đặt đầu dò phát và thu.
Độ phân giải thường thấp hơn so với các chế độ phản xạ, đặc biệt đối với các khuyết tật nhỏ hoặc nằm gần bề mặt.
Cung cấp ít thông tin về vị trí chính xác của khuyết tật theo chiều sâu so với A-scan hoặc B-scan.
Hình ảnh có thể hơi "mờ" hơn.
Ứng dụng:
Kiểm tra nhanh tính toàn vẹn của các liên kết trên diện rộng (ví dụ: kiểm tra toàn bộ diện tích die attach).
Phát hiện các khuyết tật lớn, có tính chất chặn sóng âm rõ rệt (ví dụ: tách lớp hoàn toàn, lỗ rỗng lớn).
Kiểm tra các vật liệu có độ suy giảm âm cao mà chế độ phản xạ gặp khó khăn.
Thường được sử dụng kết hợp với các chế độ phản xạ (ví dụ, một số hệ thống cho phép chế độ STaR™ - Simultaneous THRU-Scan and Reflection) để thu thập thông tin bổ sung và xác nhận kết quả.
Bằng việc hiểu rõ từng chế độ quét và cách lựa chọn chúng một cách thông minh có thể khai thác tối đa tiềm năng của Kính Hiển Vi Âm Thanh Quét, từ đó nâng cao chất lượng sản phẩm, tối ưu hóa quy trình và giải quyết các vấn đề kỹ thuật một cách hiệu quả.
Hình 4: THRU-Scan™: Hình ảnh truyền qua. Kiểm tra toàn bộ độ dày của mẫu trong một lần quét.
Hình 3: C-Mode: Hình ảnh hội tụ của mặt phẳng X-Y ở độ sâu Z cụ thể. Thường được sử dụng để phân tích giao diện giữa hai vật liệu.
Hình 3: B-Scan: Tạo hình ảnh mặt cắt ngang không phá hủy trong mặt phẳng X, Z của mẫu trong giới hạn tiêu điểm của đầu dò.
© Copyright - All Rights Reserved
NudgeInsepct
Liên hệ: Hồ Lê Long Thiên (Mr.)
+84 (0) 839 54 9178 info@nudgeinspect.com
VP HCM: Tầng 2, Tòa nhà Saigon Paragon, 3 Nguyễn Lương Bằng, Tân Mỹ, Quận 7, Hồ Chí Minh